
Вы столкнулись с трудностями при использовании этикетировочной машины для термоусадочной этикетки или термоусадочного туннеля? Вы не одиноки, и у нас есть решения, которые вам нужны. От распространенных проблем, таких как скопление материала на оправке, до неравномерного разреза на термоусадочных муфтах, наше подробное руководство раскрывает основные причины и предлагает практические решения, чтобы вернуть вашу работу в нужное русло. Независимо от того, имеете ли вы дело с нестандартными бутылками, частыми застреваниями или несоосностью резака, мы рассмотрели множество проблем и способов их устранения, которые подходят для различных конструкций машин и форм бутылок. Прежде чем обратиться за профессиональной помощью, найдите время, чтобы изучить это руководство. – ответ на вашу проблему может быть на расстоянии прокрутки.
Не стесняйтесь изменять или использовать это по своему усмотрению!
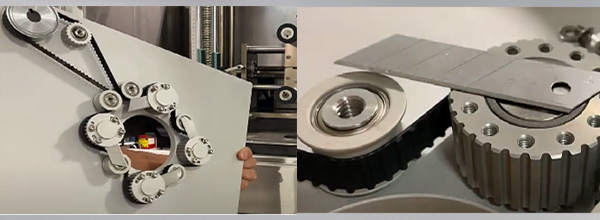
Термоусадочная пленка накапливает материал (замятие) на оправке.

Причины:
(i) Это связано с тем, что контроль диаметра сгиба термоусадочной пленки во время производства либо слишком велик, либо слишком мал. Он более склонен к скоплению материала на оправке, особенно если он меньше стандартного размера (слишком мал).
(ii) Использование одной точки для зажима оправки может легко привести к нестабильности удержания, что затрудняет сохранение прямой оправки, что приводит к скоплению материала.
(iii) Регулировка верхних и нижних резиновых ведущих колес может быть непоследовательной.
(iv) Всякий раз, когда режущее лезвие завершает оборот и возвращается в исходную точку, оно может остановиться в неправильном положении. Эта ситуация приводит к тому, что этикетки на термоусадочных рукавах касаются лезвия, накапливая материал.
(v) Пазы в оправке могли быть “резать” или “поцарапанный” лезвием, в результате чего этикетки не будут двигаться плавно.
(vi) После того, как этикетка была срезана во время ожидания очистки, смахивающий круг может неточно и плавно прикрепить отрезанную этикетку к бутылке, что приведет к эффекту домино, когда этикетка отражается, и вызывает накопление термоусадочных рукавов на бутылке. оправка.
Решения
(i) Поставщики этикеток должны поддерживать диаметр в сгибе в пределах ±0,5% от стандартного значения.
(ii) Выбирайте станки с многоточечным зажимом, превосходящим одноточечный зажим. Но разные этикетировочные машины для рукавов могут иметь различную конструкцию, поэтому при покупке требуется тщательное рассмотрение.
(iii) Правильно отрегулируйте верхнее и нижнее резиновые ведущие колеса.
(iv) Проверьте лезвия’ возврат позиции для точности. Следите за тем, чтобы следующая этикетка проходила после того, как лезвие покидает оправку. Лезвия должны оставаться в держателе лезвия и не приближаться к канавкам оправки, чтобы избежать накопления материала.
(v) Если на канавке оправки имеются признаки повреждения, перед использованием выровняйте ее поверхность.
(vi) Убедитесь, что прижимное соприкосновение щеточного колеса и оправки точное и что щеточное колесо не изношено. Эта ситуация гарантирует, что этикетки скользят по бутылкам, не накапливаясь на оправке.
Неравномерные разрезы на термоусадочной втулке, приводящие к неровным краям:

Причины:
Большинство резаков для маркировки рукавов, представленных на современном рынке, имеют конструкцию, в которой несколько лезвий перекрываются в точке разреза, что приводит к трудноустранимым шероховатым краям. Однако основными причинами, вызывающими значительные шероховатости, являются:
1. Этикетка рукава слишком велика, со значительным отклонением между диаметром оправки и диаметром сложенной термоусадочной пленки рукава.
2. Точки калибровки режущего диска не лежат на горизонтальной линии.
3. В узле режущего колеса зазор между канавкой оправки и нижней частью держателя ножа слишком велик, что приводит к неровности лезвия.
4. Необходимо увеличить силу резания лезвия.
Решения:
1. Контролируйте размер этикетки и убедитесь, что диаметр сгиба соответствует диаметру оправки.
2. После замены лезвия убедитесь, что все точки выравнивания лезвия расположены горизонтально, и надлежащим образом затяните лезвие.
3. Замените соответствующие детали в узле режущего ролика.
4. Замените лезвие новым.
Лезвие легко врезается в центральную колонну, в результате чего лезвие ломается.
Причины:
1. Оправка может быть неправильно установлена. Если он не закреплен надежно, оправка может соскользнуть вниз в процессе надевания рукава, в результате чего лезвие врежется в нее и сломается.
2. Лезвие может быть зафиксировано ненадежно, что может привести к проскальзыванию во время работы и последующей поломке.
Решения:
1. Установите оправку правильно. Выбор конструкции с многоточечным зажимом может эффективно предотвратить эту проблему.
2. Регулярно проверяйте винты в узле режущего ролика, например, в нижней части держателя ножа, в самом держателе ножа и на крышке.
Для бутылок неправильной формы часто необходимо регулировать температуру термоусадочного туннеля.

Причины:
1. Неправильные бутылки по своей природе имеют непостоянную форму. Под воздействием тепла термоусадочная пленка сжимается. Неправильная форма бутылки с различными диаметрами и формами требует регулировки температуры термоусадочного туннеля.
2. Это может быть связано с нестабильным давлением пара, предоставленным клиентом.
3. Скорость усадки термоусадочной пленки может быть непостоянной.
4. Постоянна ли скорость производства? А если скорость конвейерной ленты часто меняется?
Решения:
1. Чтобы добиться идеальной усадки и эффективно контролировать усадку при изгибе бутылок неправильной формы, необходимо отрегулировать соответствующее положение выдувного отверстия внутри термоусадочной печи. В зависимости от различных характеристик бутылки, дайте трудноусадочным частям бутылки соответствующее время и температуру усадки.
2. Использовать качественный редукционный клапан или импортный.
3. Попросите поставщика этикеток предоставить этикетки со стабильной степенью усадки.
4. Скорость конвейерной ленты должна быть установлена исходя из максимальной производительности. После того, как скорость установлена, рекомендуется не настраивать ее часто.
Предположение:
Из-за большого разнообразия бутылок неправильной формы на рынке этикетировочная машина с одним рукавом с трудом справляется со всеми формами бутылок. Следовательно, перед покупкой термоусадочной этикетировочной машины и термоусадочного туннеля клиенты должны провести тщательную предварительную коммуникацию с производителями. Это гарантирует, что поставщик оборудования учитывает все формы бутылок, которые требуются клиенту. Это гарантирует совместимость машины со всеми типами бутылок клиента во время использования.
Общие проблемы аппликатора термоусадочной этикетки:
Частые замятия этикеток на рукавах при подаче и перекрытие термоусадочной пленки:
Решения:
1. Убедитесь, что термоусадочная муфта не имеет соединительных частей.
2. Устраните проблему с зазором между подающими колесами.
3. Удалите лишнюю пыль с подающего колеса.
4. Избегайте слишком высокой скорости подачи.
5. Убедитесь, что термоусадочная пленка между подающим колесом и оправкой выровнена.
Многие этикетки не покрывают дно бутылки во время закатки:
Решения:
1. Убедитесь, что бутылки не слишком влажные.
2. Используйте больше кистей для надписей.
3. Убедитесь, что чистящее колесо не падает на основание оправки, из-за чего этикетки теряют свою круглую форму.
4. Отрегулируйте натяжение щетки, чтобы избежать деформации этикетки.
Частые застревания этикетки на оправке:
Решения:
1. Проверьте размер этикетки и убедитесь, что стыки этикеток правильно соединены.
2. Отрегулировать зазор между ведущими колесами.
3. Убедитесь, что листовые рессоры не слишком открыты.
4. Правильно установите исходное положение резака.
Многие этикетки не помещаются на бутылку во время закатки:
Решения:
1. Убедитесь, что бутылка и оправка выровнены.
2. Надлежащим образом закрепите оправку, чтобы предотвратить ее тряску при запуске станка.
3. Отрегулируйте положение датчика для обнаружения бутылок.
Несколько этикеток отправляются непрерывно для одной бутылки, обнаруженной датчиком:
Решения:
1. Проверьте, не слишком ли велик размер этикетки.
2. Отрегулируйте высоту чистящего колеса, чтобы предотвратить повторное стирание этикеток.
Производительность машины снижается после наклеивания новой термоусадочной пленки:
Решения:
1. Оценивайте изменения качества этикетки, такие как размер, толщина и степень усадки.
2. Убедитесь, что оператор правильно прикрепляет вновь присоединенную термоусадочную пленку, чтобы предотвратить поломку или заедание оправки.
Машина часто неправильно размещает позицию реза:
Решения:
1. Очистите датчик грязного сегмента.
2. Отрегулируйте чувствительность датчика.
3. Правильно настройте параметры сенсорного экрана.
4. Проверьте, не ослаблены ли приводные ремни.
Резак машины легко повреждается:
Решения:
1. Правильно установите исходное положение резака.
2. Закрепите ведущее колесо оправки.
3. Немедленно остановите машину во время замятия.
4. Удалите все оставшиеся этикетки в резаке после застревания.
5. Убедитесь, что лезвие резака установлено правильно.
Этикетировочная машина заклинивает, когда толщина каждого рулона термоусадочной пленки различается:
Решения:
1. Во избежание замятий убедитесь, что толщина термоусадочной пленки находится в пределах указанного диапазона.
Подшипники и металлические детали в основании оправки станка быстро изнашиваются, что влияет на качество рукава:
Решения:
1. Отрегулируйте затяжку чистящего колеса, чтобы предотвратить долговременный износ подшипников и металлических деталей.
Положение пружинного литья, которое фиксирует резак, часто смещается, что приводит к смещению резака, что приводит к чрезмерному количеству мусора и замятий:
Решения:
1. После горизонтального выравнивания резака затяните винты на резаке, чтобы сохранить его положение.
Примечание:
1. Вышеуказанные причины и решения приведены только для справки. В случае реальных проблем обратитесь к поставщику. Помните, что каждая машина и ситуация могут иметь уникальные проблемы, поэтому крайне важно понимать конкретные требования и при необходимости консультироваться со специалистами.
2. Чтобы обеспечить полное использование функций каждой части машины и повысить эффективность производства, своевременно проводите техническое обслуживание.







